


TECHNIK BANDSÄGEN
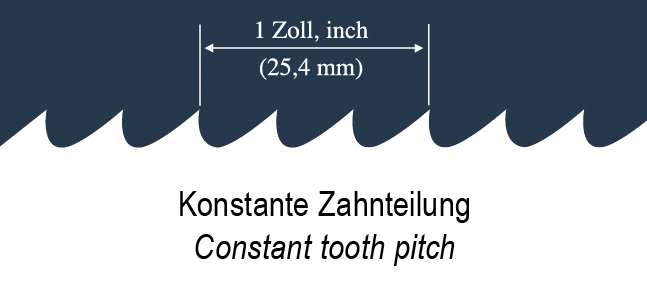
Zahnformen
Was leistet der richtige Zahn?
Nur eine richtig gewählte Zahnform zerspant das Material optimal und vibrationsarm.
Hierzu gibt es folgende Grundtypen:





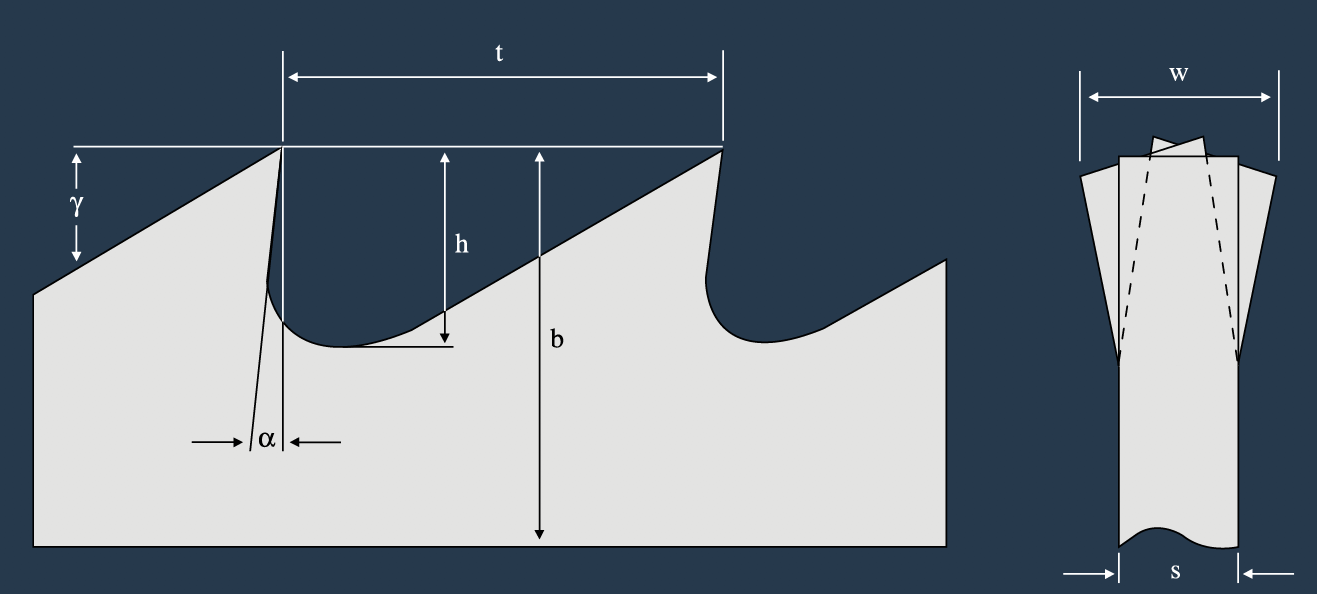
Geometrie
Sägebandgeometrie
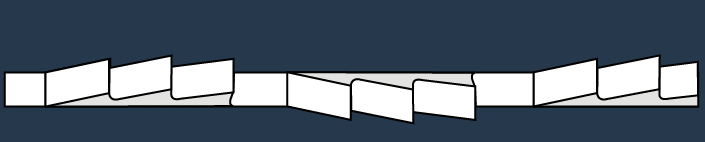
Schränkarten
Was Gruppen und Wellen bewirken.
Neben Zahnform und Zahnteilung ist die exakte Schränkung eines Sägebandes ausschlaggebend für seine Leistung. Durch die anwendungspezifische Schränkung ergibt sich der korrekte Freischnitt des Sägebandes. Es verhindert das Einklemmen des Bandes – besonders wichtig bei problematischen Stählen.
Dabei ist die Schränkart und -weite genau auf die Zerspannungsaufgabe abgestimmt:


Blattbreite
Blattbreite ist die Abmessung von der Zahnspitze bis zum Bandrücken.Die Größe des zu sägenden Radius richtet sich nach der Sägeblattbreite. Die Radientabelle zeigt den kleinstmöglichen Radius bei entsprechender Blattbreite.
Radientabelle:

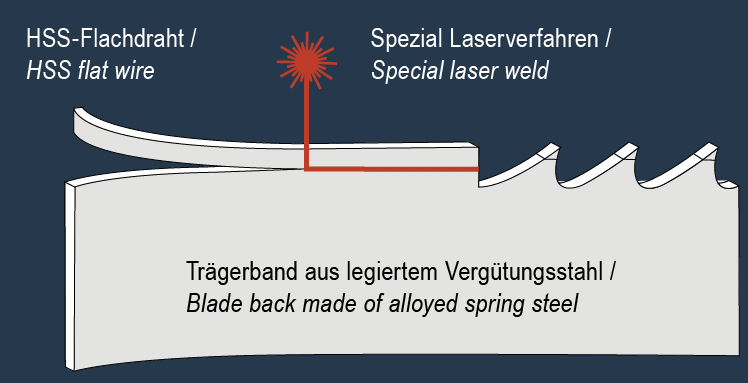
Bi-Metall
Was macht es so erfolgreich?
M42
Werkstoff 1.3247
Härte ca. 67-69 HRc
MPM
Werkstoff 1.3207
Härte ca. 69 HRC, mit hohem Wolfram- und Kobaltgehalt
Verzahnung
Richtige Verzahnung – optimale Sägeleistung
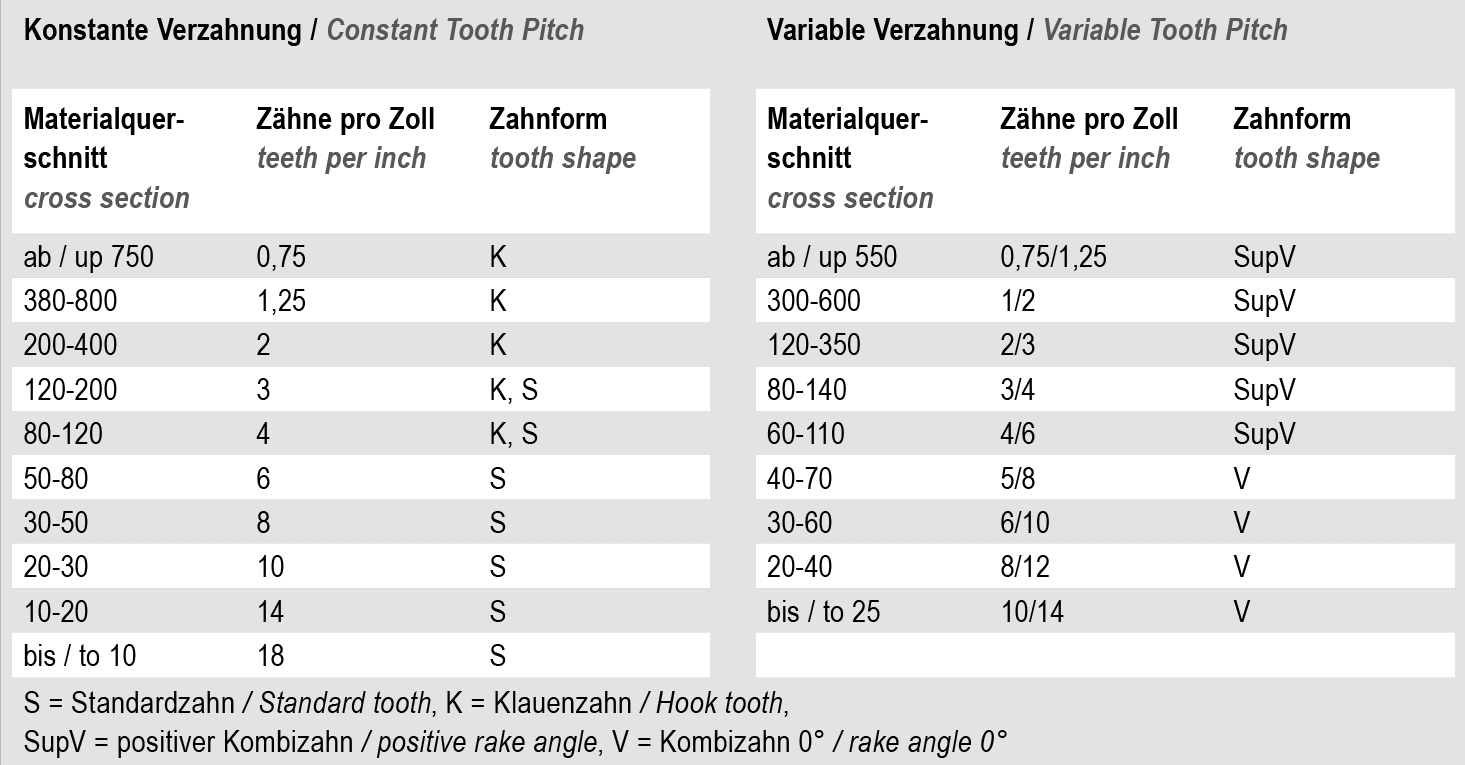
Verzahnungsempfehlung für Vollmaterial
Entscheidend für den optimalen Einsatz einer Bi-Metall-Bandsäge ist die Wahl der richtigen Verzahnung für den zu zerspanenden Werkstoffquerschnitt. Dabei kann zwischen dem Standardzahn mit konstanter Zahnteilung oder dem Kombizahn mit variabler Zahnteilung gewählt werden. Zum vibrationsarmen Sägen von problematischen Werkstückabmessungen empfiehlt sich der Kombizahn mit variabler Zahnteilung der Zahngruppen. Schwingungsresonanzen werden gemindert und das Sägeband geschont.
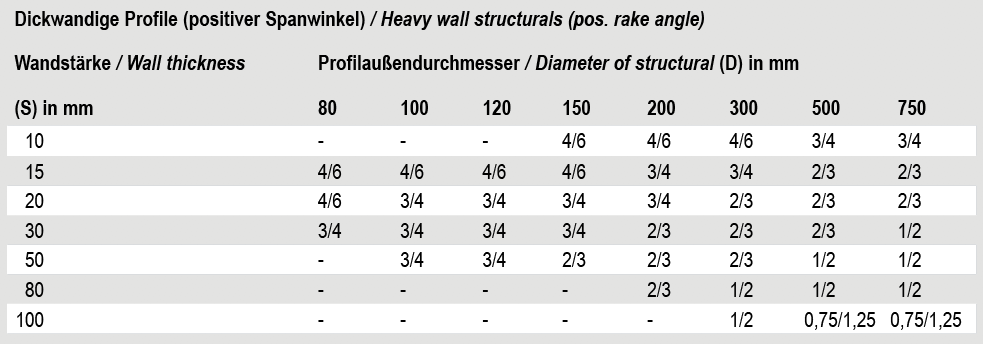
Verzahnungsempfehlung für Profile
Gerade bei der Zerspanung von Profilen beeinflusst die Wahl der Verzahnung entscheidend das Sägeergebnis. Als weltweit günstigste Zahnform hat sich dabei der Einsatz von Bandsägen mit variabler Verzahnung gezeigt. Dabei richtet sich die erforderliche Zahnteilung nach Wandstärke und Durchmesser der zu zerspanenden Profile. Die folgenden Tabellen gelten für Einzelschnitte. Wenn zwei oder mehr Rechteckprofile nebeneinander zerspant werden, gelten die Tabellen unter Berücksichtigung der 2-fachen Wandstärke.

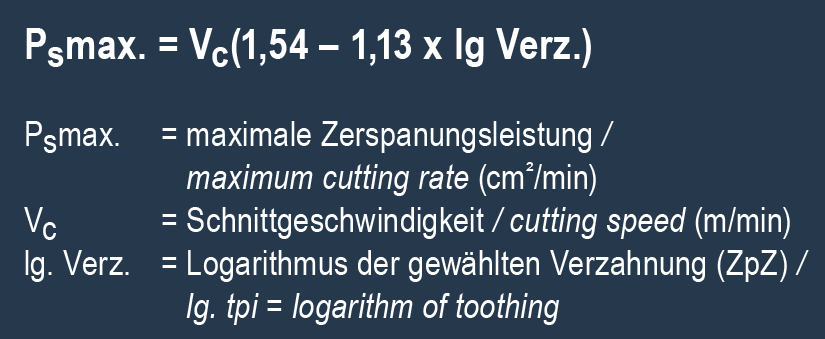
Mit dem richtigen Vorschub zum besten Span.
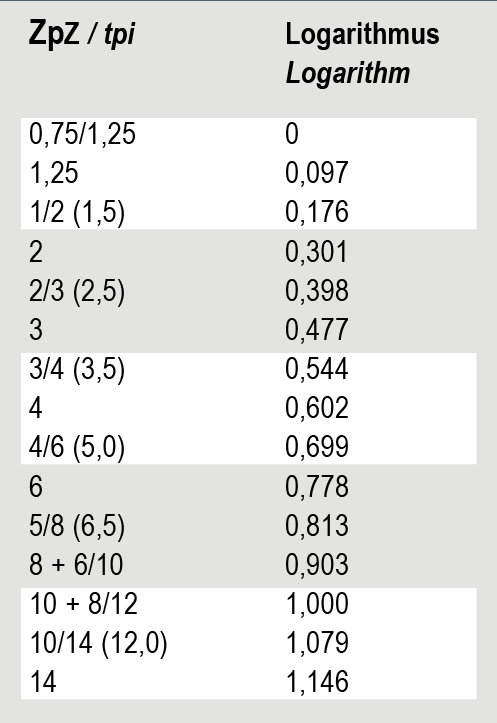
Erst das richtige Verhältnis zwischen Vorschub und Schnittgeschwindigkeit ist die Basis für eine optimale Zerspanung und damit für einen reibungslosen Arbeitsablauf. Der Vorschub wird auch als Zerspanungsleistung (Ps in cm²/min) bezeichnet und mit dieser Formel errechnet:
Der Praxisfaktor – kurze Schnittzeit
Für die Bewertung in der Praxis läßt sich der errechnete Wert der Zerspanungsleistung in die reine Schnittzeit umrechnen.

Das richtige Einfahren: Garant für lange Standzeit
Auch Bi-Metall-Bandsägen müssen, wie alle HSS-Werkzeuge, richtig eingefahren werden. Das garantiert höchste Standzeiten und spart so Werkzeug- und Rüstkosten. Die besonders scharfen Zahnspitzen dürfen bei Zerspanungsbeginn noch nicht voll belastet werden. Eine zu frühe Überlastung kann zu vorzeitigem Ausbrechen der Zahnspitzen führen. Durch das richtige Einfahren verrunden sich die Schneiden perfekt. Auf den ersten 300 – 500 cm² Schnittfläche arbeitet das Sägeband mit dem halben Vorschub bei der empfohlenen Schnittgeschwindigkeit (s. Tabelle).
Nach entsprechender Einfahrzeit wird der Vorschub stufenweise auf den vorgesehenen Wert (s. o.) gesteigert. Treten bei Beginn der Zerspanung Vibrationen oder Schwingungsgeräusche auf, sollte die eingestellte Schnittgeschwindigkeit geringfügig korrigiert werden.
© 2018 | Alle Rechte vorbehalten.